3A Certified Food Grade Chocolate Lobe Pump
$810.00
Description
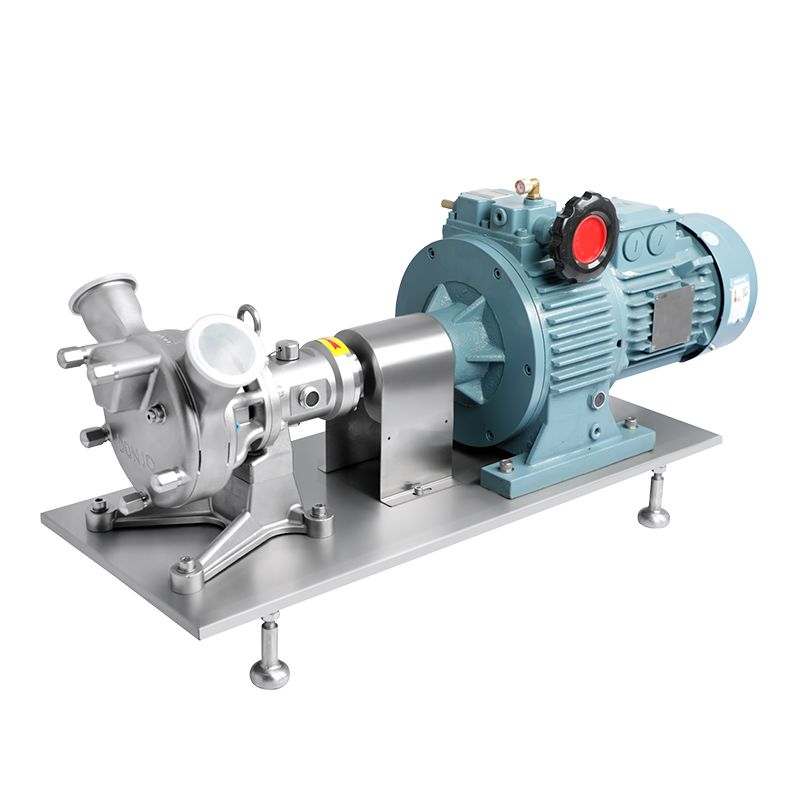
Introducing the 3A Food Grade Chocolate Lobe Rotor Pump, engineered for precision and efficiency in food processing. With its durable construction and hygienic design, this pump ensures smooth chocolate transfer while maintaining quality. Perfect for chocolatiers and food manufacturers alike! Don’t miss out—elevate your production process today!
SKU
6250601754401
Category Food & Beverage Equipment
Tags Block Pump, Breakfast Cereal Food Beverage Cereal Production Line, Capping Rinser Food Beverage Cereal Production Line, Cooking Baking Equipment, Cornflakes Food Beverage Cereal Production Line, Food Processing Pump, Loading Pump, Main Pump, Manual Pump, Pet Food Processing Machinery, Pump Control, Pump Drilling, Pump Machine, Ship Pump, Snack Machinery
Brand: Donjoy Technology Co., Ltd.
Send Inquiry